 联 系 人:前台
联 系 人:前台0519-85967018
 中国.江苏
中国.江苏江苏省常州市新北区富强路1号
 关注官方微信
关注官方微信
导 语
本文详细介绍了一种冷柜内胆自动成形技术。本项目在研制过程中,重点开发了柔性加工自动成形线技术,形成自主专有的制造工艺体系,为今后研发此类设备积累了宝贵经验。该设备成功投入运行后,实现了自动化流水线生产,显著提高生产效率,改善了产品质量管控水平,并带来可观的经济效益。
家电产业作为我国国民经济支柱产业,在七十年间经历了从无到有、从引进模仿到自主研发、从起步到跟随再到领导的地位演变,完成了飞速扩张。随着国家“一带一路”战略的实施,为我国家电企业“走出去”创造了机会,为“中国制造”向“中国品牌”过渡提供了契机,同时也对国产家电及家电制造装备提出了更加严格的要求。
冷柜作为家电产业的重要组成部分,广泛应用于农产品、食品、医药以及其他特殊冷藏冷冻场合。常用的冷柜主要由箱体、制冷系统、温度控制装置及附件四部分组成。其中,箱体中的内胆钣金件是与冷藏对象直接接触的部分,由侧围板和内底板组成。内胆钣金件用于隔断制冷系统和箱体,其导热性、抗腐蚀性的好坏直接影响设备运行效果,因此内胆钣金件材料以压花铝板和不锈钢板(304)为主,图1 所示为冷柜及其内胆钣金件。

图1 冷柜及其内胆钣金件
以往生产此类产品主要采取单机制造,取料、冲切、折弯等。每个单机都要人工操作,中间还要涉及到搬运、物流。单机与单机之间的衔接难,效率非常低,而且对每道工序的操作人员技术要求都较高,需要耗费大量的人力资源。尤其冲压设备有很多的安全隐患,不利于操作员工的人身安全。在此背景下,开展冷柜内胆自动成形线柔性技术研发,通过开发可振动吸盘上料分张装置、五联动伺服输送机械以及横向伸缩式折弯机构,解决传统冷柜内胆自动成形线在生产过程中存在的上料、输送、定位及压痕等问题,提升冷柜内胆自动成形线的自动化程度。
工艺技术方案
板料粘连与振动吸盘
冷柜内胆用铝板、不锈钢板,料片因存在油膜,且由于料垛长时间堆放及板料平整度高,板料之间形成负压,造成了两张板料甚至是多张粘连。目前,板料之间的粘连是不可避免的,
一旦粘连两张或者是多张板料转运到模具上进行冲压,极易造成产品和模具损伤。因此,传统上料方式一般采用人工上料或吸盘上料,外加人工监测,生产效率低。板料的粘连已经严重影响了自动线的稳定性、可靠性、连贯性、产品质量和生产效率。因此,板料的粘连成为本项目产品开发迫切需要解决的一大难题,常见铝板粘连如图2 所示。
图2 铝板料粘连
本研究通过开发可振动吸盘式上料分张系统来解决板料粘连问题,其由两组吸盘、振动气缸组成,在两组吸盘装置(吸附用)两侧设置有驱动振动气缸的小型吸盘,在吸盘吸附板料上升一定高度后,振动气缸进行反复充放气,对板料两边进行高频振动,加速空气进入板料间隙,促使板料分离。由此有效地解决了多张板料同时上料时损伤板料和模具的问题。图3 为改进后的上料机。

图3 上料机
板料运输跑偏与五联动伺服输送
冷柜内胆板材多采用铝板、不锈钢板,具有重量轻、无磁性等特性,在输送过程中,无法采用常规钢板成形线上的磁性输送方式。因此在板料输送过程中,因板料振动极易发生板料跑偏的现象,使后续冲切、折弯等工序无法进行准确定位,对于产品的质量有很大影响。如何解决铝板、不锈钢板在输送过程中,易跑偏、定位不准等问题是本项目的难点。
五联动伺服输送机械手运输板料,其中每一组机械手由前夹持部分和后夹持部分组成,前夹持部分位置固定,后夹持部分可由伺服电机任意调节位置夹紧,减少产品自由移动空间,并可适用于不同规格产品的生产。五组调整机械手固定在同一个底座上串联成一个组合联动机构,依靠动力总成牵引整体输送。动力牵引总成由伺服电机驱动,接电连通后驱动滚珠丝杆,转动滚珠螺母在直线导轨上运行,从而牵引五组产品调整机械手在直线导轨上固定式循环往复输送,提高生产效率,克服了传统皮带输送过程中,板料跑偏和定位不准的现象。
具体输送流程如图4 所示:板料在第一个工位由前调整机械手前夹持部分感应定位后夹持→后夹持部分通过伺服电机运行将板料夹持牢固→夹持机械手气缸顶升→动力牵引总成的伺服电机通过滚珠丝杠推动调整机械手运动,将板料向前输送→后面的四组调整机械手串联在一起,安置在机座上同步向前运行,快速移动板料。
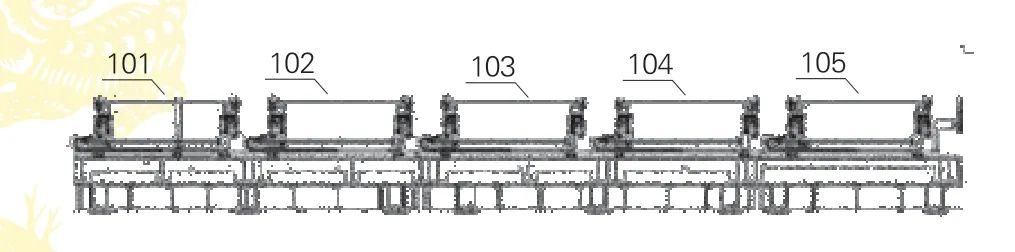
图4 五联动伺服输送机械手
过料与可伸缩折弯
五联动伺服输送机械手解决了整线稳定输送问题,但是在折弯过程中,刀具横亘在输送线路上,伺服机械手无法通过。公司上一代技术采用的是90°折弯机构,刀具采用分体式,由两个单体45°刀对立拼接成一个90°空间。此技术可以解决机械手通过问题,但是板料折弯在刀口对立处受力不均,产生压痕,影响板料外观质量。
为了解决上述问题,研究开发了一种横向可伸缩折弯机构。其结构如图5 所示,垂直于输送线方向,设计有刀具自动伸缩机构,板料折弯时,刀具自动伸出,板料折弯后,刀具自动缩回。五联动伺服输送机械手顺畅通过的同时,可伸缩机构有效保证刀具的一体性,避免了分体式刀具造成板料受力不均,易产生痕迹及精度不高等问题。
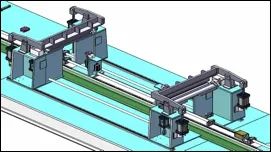
图5 刀具伸缩机构图
研制结果与结论
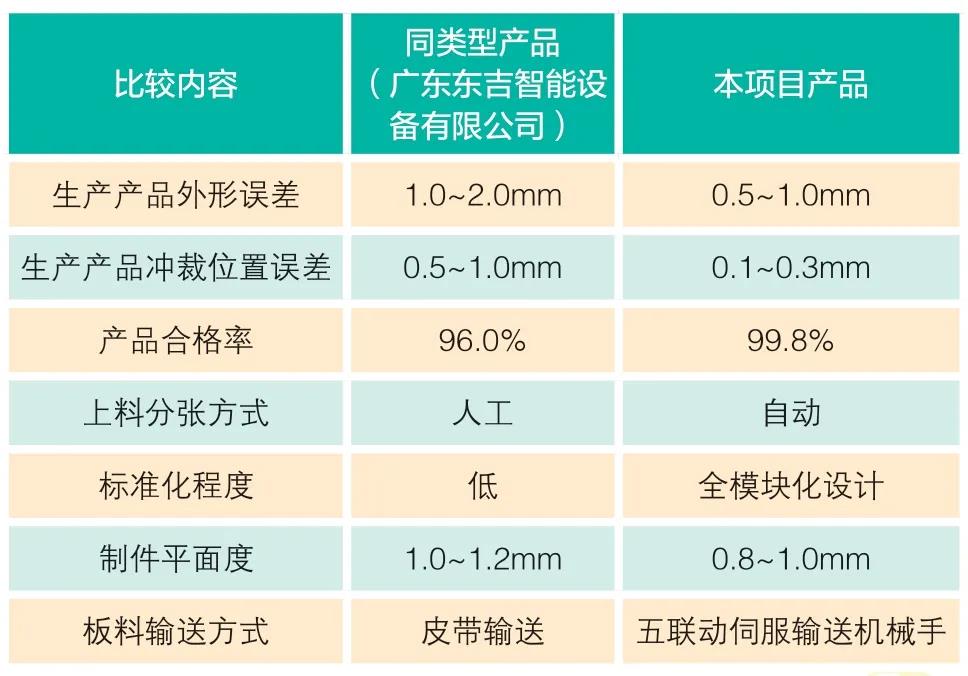
本产品技术水平与传统同类产品对比见表1。
表1 本产品技术水平与传统同类产品对比
结束语
通过技术开发,圆满解决了冷柜内胆自动成形线存在的板料粘接、跑偏和过料等问题,达到或超出了项目预定的各项技术指标。提升了产品质量,为今后进一步融合智能制造技术,实现壳体钣金制作智能化生产创造条件。
上一个新闻:如何可靠去除厚板大毛刺
下一个新闻:钣金制作行业“十四五”发展纲要(连载五)
联 系 人:前台
中国.江苏关注官方微信
关注官方微信